850man wrote:
If you cut the end of a old crankshaft you can mount it in a lathe, fit your flywheel to it and then machine as much as you like of it.
Nah just grab it by the ring gear, set it up to run true with a dial gauge, and turn away. You do need a decent size lathe to swing it.
You also need to make 3x thick steel washers to replace the .200" turned off the face. Otherwise the straps won't be parallel.
I charge $60 per flywheel for Sydney local yokels...

1 piece or 2 piece ones are OK for general road use, I don't machine the centre hub of either type.
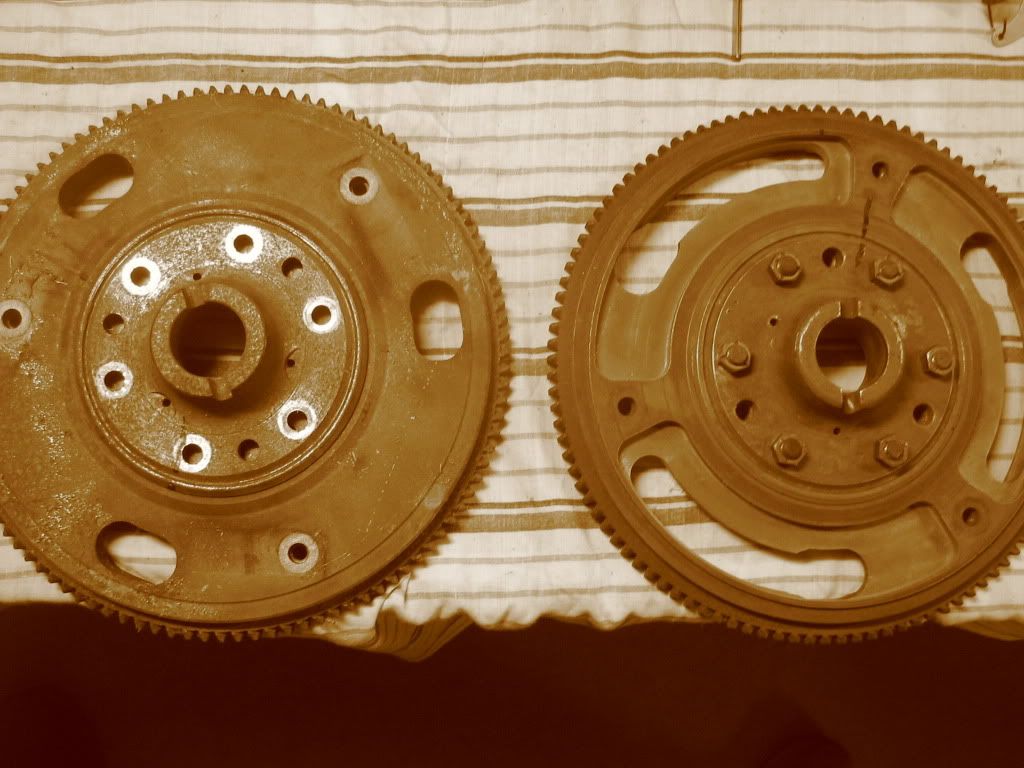
[edit] IMO that RH light one in the pic is too thin, for an iron flywheel. The stuff is brittle.
Another trap people fall for is welding the ring gear on if it comes loose. It's a great way to crack a cast iron flywheel.
[edit 2] yeah it all needs dynamic balancing before fitment.
_________________
DrMini- 1970 wasaMatic 1360, Mk1S crank, 86.6HP (ATW) =~125 @ crank, 45 Dellorto (38 chokes), RE282 sprint cam, 1.5 rockers, 11.0:1 C/R.